作者:admin 发布时间:2020-08-04 14:00 浏览次数 :
振动时效技术已在我国推广了十几年,且一直作为六五、七五、八五重点推广项目,二000年又被国家经贸委列为重点节能推广项目,振动时效技术在包括机床、冶金、矿山、航空、航天、军工、轻工、电力、纺织、风机、建筑、造纸等机械制造业得二千多家企业中被使用。为了更快、更好的将振动时效技术纳入工厂正规的工艺文件,使各部门有章可循、有据可查,我们在本章将着重地谈一谈振动时效技术文件的编制问题。
§9—1振动时效工艺原则
振动时效工艺守则是指导对振动时效技术应用及检查的总的原则,它应包括以下几个方面的内容。
一、总则部分:它包含制定本守则的目的几使用范围。
二、生产前的准备:它包括对设备的检查、仪器的导线连接、工作场地的定制管理等。
三、预分析:根据工件的形状,分析可能出现的振型,以指导操作人员正确的对工件的支撑及激振器和传感器的装卡。
四、试振:它包括初步测试工件的固有频率和验证第三部分所做出的分析是否正确,如果预测分析与实际有所差别,应通过这步工作调整过来。在这部分还包括主振频率、激振力、振动时间的确定。
五、振动处理过程:包括振动处理全过程的操作程序和各程序的确定原则。
六、质量管理制度:包括时效效果的检验方法及检验方式。
七、仪器的保养与维护。

振动时效设备的构造原理
振动时效技术应用需要有专门的振动时效设备,振动时效设备大体上由控制器,激振器,传感器等三部分组成。
一、控制器:控制器是振动时效装置的心脏,它的主要功能是控制激振器上的电动机按操作者得指令要求运转,并吧测得的有关数据给予显示和打印,控制器的技术指标代表着整体设备的水平。
控制器一般由CPU板、控制板、硬件、显示板和打印机等组成。原有的控制器一般是通过大量的电子元件之间的控制实现控制器的基本功能,
二、激振器:激振器是振动时效装置的执行部分,对于构件的振动时效处理,就是通过激振器来完成的。激振器主要有调速电机、偏心块和偏心箱组成,电机的转速及升降的速度是由控制器来控制的,电机带动偏心两可调的偏心块运转,产生一定的周期激振力,激振力通过偏心箱作用在被时效的工件上,以实现对工作的振动时效处理。
三、传感器:传感器是用来测试工件的振动情况的,它将工件的实际振动变成电信号传输给微机处理,帮助微机实现对工件的振动监视。
HK系列振动时效装置是根据十多年的振动时效实际工作经验,并对包括美国马丁公司产品在内的多种振动时效装置的实际长期使用、摸索、研究后,结合建伟成熟的振动时效理论及工艺研究而研制成功的具有全自动专家系统控制体系的振动时效装置,它与现有的振动时效装置相比,突出的优点是:
1.控制其中的专家系统会自动地确定振动时效工艺参数,如果是操作者自己选择参数,当参数不合适时,控制器会自动关机,并告知不合适的原因,指示您再调整。
2.对振动处理的数据及曲线,微机先记忆起来,然后按操作者的需求方式给予打印。
3.由于采用的是软件控制,所以控制器不仅具有可编程功能,而且电子元件个数大大减少,故障率极低,又由于采用的插板式结构,即使一般人员维修起来也特别方便。
4.由于激振器各部分是经过严格挑选的,所以其可靠性大大提高。
5. 一台控制器各可控制多种规格的激振器。
6.时效过程中动态检测工件应力的消除情况,做到适时停机。
岔管振动时效处理效果评定
从振动时效A~t曲线及振前、振后A~f曲线对比可以看到:A~t曲线升高后降低然后变平;振后A~f曲线较振前峰值频率左移(5195r/min左移至5170r/min),带宽明显变窄,根据JB/T5926—91《振动时效工艺参数选择及技术要求》中4.1.2条判定,该工件通过振动时效已取得了较好的效应效果。
4 结语
白水坑水电站已于2003年6月顺利正式并网发电,压力输水系统运行正常。本次的钢岔管振动时效消除应力处理结果,通过比照有关振动时效处理标准,并对处理后所有焊缝进行超声波探伤,证明振动时效技术在降低及均化至消除岔管残余应力方面,是一种简便、有效、节能(无需燃煤)、快捷的先进工艺,无运输问题,不受工件尺寸、重量、结构、场地的限制,十分值得应用与推广。
振动时效工艺技术在水工金属结构、水力机械制造行业已有较多的应用,并在水轮发电机组构件中取得了明显成效。随着越来越多钢岔管的使用,这项技术将越来越体现其应用价值。但振动时效工艺处理结果,是根据国家标准对照振动时效处理曲线及图形来判定效果,虽可靠但没有量化指标。为了更为直观地反映残余应力的降低、均化以及消除情况,建议制定振动时效工艺方案时,增加振前、振后对残余应力进行测试的内容。这一措施是切实可行的。
参考文献
[1] JB/T5926—91,振动时效工艺参数选择及技术要求[S].
[2] DI5017—93,压力钢管制造安装及验收规范[S].
[3] 全国振动时效技术推广中心。全国振动时效技术(VSR)论文集[C].
转数范围:2000 R/Min-8000 R/Min;
激振力调整范围:0-50KN;
电机额定功率:1500W;
适宜处理工件重量:≤30吨
稳速精度:±1R/Min;
加速度量程:0-50.0g;
电机额定电流:10A;
电机额定电压:150V;
供电电源电压:交流220V±10%,50HZ±4%;
绝缘等级:E级;
工作条件:环境温度:-10℃—+40℃;相对湿度:不大于80%(25℃);

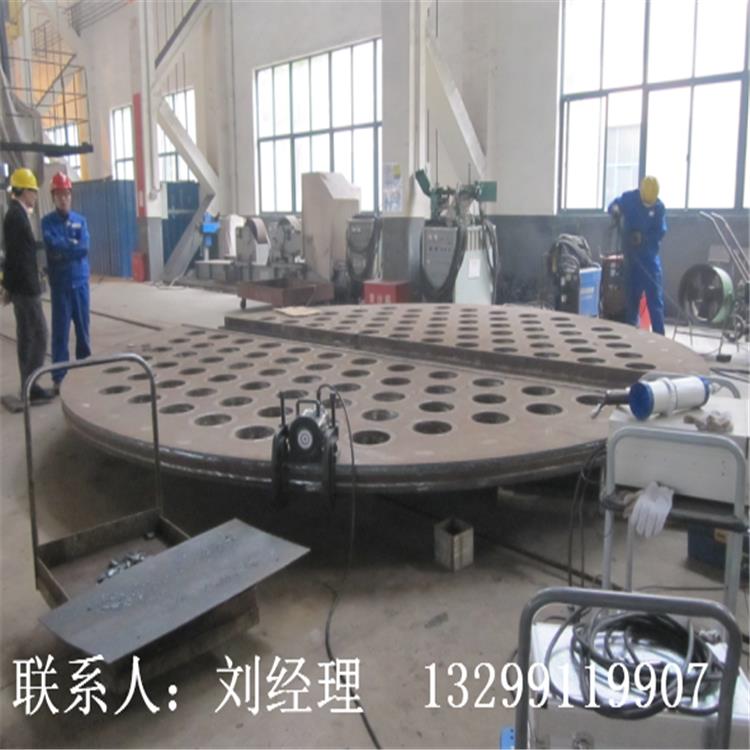
底座振动时效处理
1.振动时效处理
a.主振:根据工件的结构特点采用四点支撑,激振点、拾振点具体位置见照片3。采用手动处理,激振频率4670RPM/min,时效时间30分钟,偏心档位8档。
b.振动:原支撑不变,激振点、拾振点旋转90°,采用手动处理,激振频率4720RPM/min,时效时间30分钟,偏心档位不变。
2.残余应力检测:为了验证振动时效效果,对构振前振后焊接残余应力测试。测试方法选用盲孔松弛法,测点选择14点测点分布见图3,测试结果列在表二中。
表二 底座振动时效测试数据表 单位:MPa
点号 δ1 δ2
振前 振后 消除率 振前 振后 消除率
1 280.90 201.72 -28.19 16.48 6.88 -58.27
2 227.86 153.40 -44.79 81.74 41.93 -48.71
3 431.62 221.26 -48.74 262.16 64.54 -75.38
4
5 171.13 115.28 -32.63 9.62 2.41 74.89
6 251.44 136.90 -45.55 111.71 52.38 -53.11
7 200.82 163.27 -18.70 9.10 5.34 -41.35
8 137.92 96.80 -29.81 31.01 24.73 -20.26
9 130.67 95.86 -26.64 12.64 7.02 -44.46
10 187.61 128.43 -31.54 61.64 28.73 -53.39
11 242.37 145.12 -40.13 33.36 25.98 -22.11
12 240.76 151.70 -36.99 250.62 62.19 -75.19
13 213.33 104.40 -51.06 51.38 33.24 -35.30
14 179.57 131.41 -26.82 55.97 30.83 -44.91
平均应力 226.62 141.96 -35.51 75.95 29.71 -49.79
注:测点4应变片损坏
3.结果分析
从测试数据上看,振前平均主应力为226.62MPa,振后平均主应力为141.96MPa,降率为-35.51%。且均化较好。
4.结论
本次工艺处理,残余应力下降率为-35.51%。且均化较好。完全满足了国家行业标准JB/T5926-2005标准要求。说明连铸机底座工件采用振动时效去应力,效果较好,工艺可行
转数范围:2000 R/Min-8000 R/Min;
激振力调整范围:0-50KN;
电机额定功率:1500W;
适宜处理工件重量:≤30吨
稳速精度:±1R/Min;
加速度量程:0-50.0g;
电机额定电流:10A;
电机额定电压:150V;
供电电源电压:交流220V±10%,50HZ±4%;
绝缘等级:E级;
工作条件:环境温度:-10℃—+40℃;相对湿度:不大于80%(25℃);


